芜湖20*100*1.2冷成型方管表面光滑平直方管厂家
发布:2025-03-27 12:12:19 来源:wxzt123
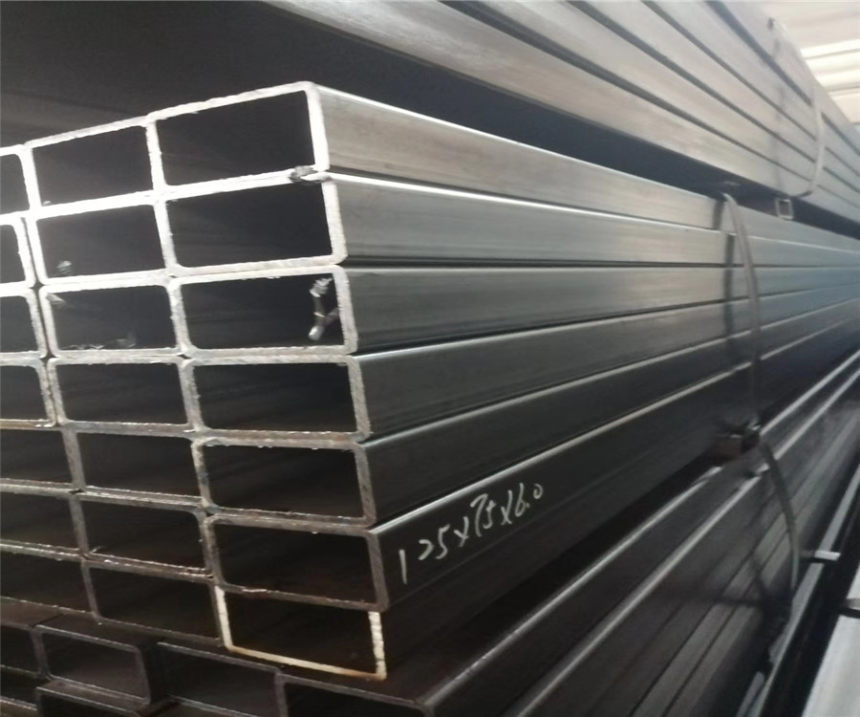
冷成型方管表面光滑平直方管厂家
无锡征图方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:无锡Q235方管厂,无锡Q345B方管厂,无锡矩形方管厂,无锡大口径方管厂,江苏方管厂,苏州方管厂,江阴方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存多吨。
调压时压力应稳定,每个安全阀启闭试验不得少于3次。调试后应按本规范附录A第A.o.2条规定的格式填写“安全阀 初调试记录”。.11带有蒸汽夹套的阀门,夹套部分应以1.5倍的蒸汽工作压力进行压力试验。.12设计文件要求进行低温冲击韧性试验的材料,供货方应低温冲击韧性试验结果的文件,其指标不得低于设计文件的规定。.13设计文件要求进行晶间腐蚀试验的不锈钢管子及管件,供货方应晶间腐蚀试验结果的文件,其指标不得低于设计文件的规定。.14管道组成件及管道支承件在施工过程中应妥善保管,不得混淆或损坏,其色标或标记应明显清晰。材质为不锈钢、有色金属的管道组成件及管道支承件,在储存期间不得与碳素钢接触。暂时不能的管子,应封闭管口。道4.1管子切割4.1.1管子切断前应移植原有标记。低温钢管及钛管,严禁使用钢印。2碳素钢管、合金钢管宜采用机械方法切割。当采用氧火焰切割时,必须保证尺寸正确和表面平整。3不锈钢管、有色金属管应采用机械或等离子方法切割。
式中:m——磨料的喷(抛)量。V——磨料运行速度。m1——单颗粒磨料的质量。m。的大小与磨料破碎率有关。破碎率大小直接影响表面作业的成本及除锈设备的费用。当设备固定不变后。m为常数。y为常数。所以E也是一个常数。但由于磨料破碎。m1发生变化。因此。一般应选择损耗率较低的磨料。这样有利于提高速度和长叶片的寿命。4.5清洗和预热在喷(抛)射前。采用清洗的方法除去方管表面的油脂和积垢。采用加热炉对管体预热至40一60℃。使方管表面保持干燥状态。
芜湖20*100*1.2冷成型方管表面光滑平直方管厂家
无锡方管 方管厂家、矩形管、方矩管、无锡无缝钢管、20#无缝钢管、45号无缝钢管、16mn无缝钢管、厚壁无缝钢管、大口径无缝管、低温无缝钢管、大口径焊管、无锡无缝方管、Q345b无缝钢管、无锡Q345b无缝钢管。适用于工程、煤矿 、纺织、电力、锅炉、机械、工等各个领域。公司以良好的信誉、 的产品、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
方管产品的保养方法:1.打磨:如焊管方管有损伤应打磨。尤其与碳钢件接触造成的划伤和飞溅、割渣造成的损伤必须认真地打磨干净。2.机械抛光:要采用适当的抛光工具进行抛光。要求均匀一致。并避免过抛和再划伤。3.除油除尘:焊管方管在进行酸洗钝化前。必须按焊管方管工艺油污、氧化皮、灰尘等杂物。4.水喷砂:要根据不同的要求。选用不同的微玻璃珠、不同的工艺参数。并避免过喷等。5.酸洗钝化:焊管方管的酸洗钝化必须严格按工艺要求进行钝化。
&nb 成型方管表面光滑平直方管厂家
CrMoV的钢种;使用180mm180mm断面时拉速 时拉速为1.4m/min。除此之外,为达到良好的铸坯表面与内在质量,还采取了其他一些措施,比如:钢流保护浇铸、专门的中间包设计、1000mm长的结晶器及其设计的结晶器支撑、结晶器内保护渣测量装置、结晶器内电磁搅拌、空气雾化二冷喷水以及达到 终冷却目标和质量控制的自动控制系统。中间包设计设计考虑大约要10min的钢水停留时间。