轧三大同材质Q345C方管大口径方管110x110x10方管
发布:2025-02-04 05:44:30 来源:sdystg666
轧三大同材质Q

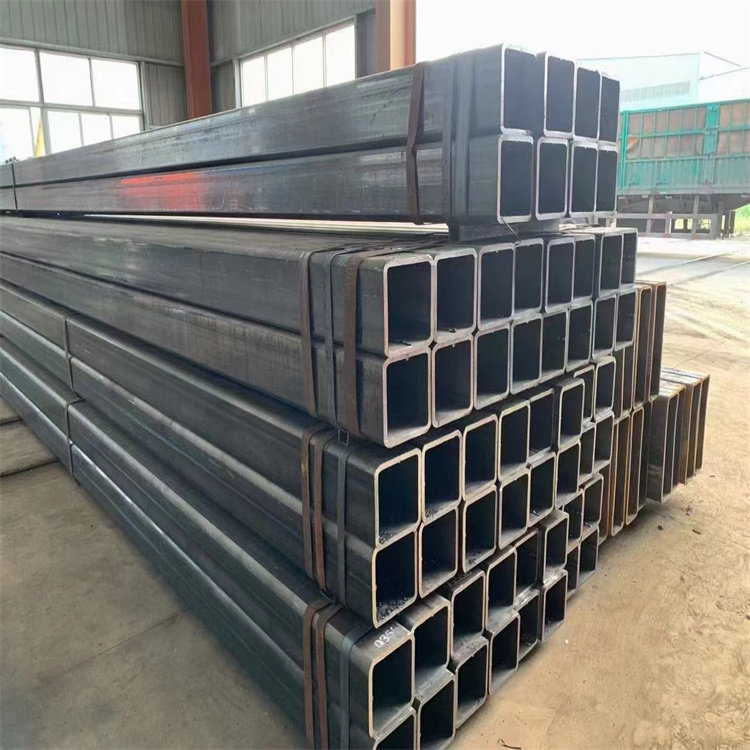


山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方 厚20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管 STM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
轧 x10方管对烘干系统进行技术改造原料的脱水效果对造球成球过程具有较大影响。原设计采用的2.8m25m,转筒干燥机一台,兼 ℃(采用式烧嘴),干燥后水分控制在7.5%~8.5%。投产至今烘干筒内扬料板大部分脱落,原料的烘干脱水效果较差且在干燥炉内形成正压,热气流无法穿过料层。为改善烘干效果,于2005年7月份对其进行改造:增加一组风机,采用强制式给风燃烧,烘干效果得到较大改善,各种指标列于表1。
卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装工业管工艺流程管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶——酸洗——酸洗钝化——检验两种钢管工艺流程概述冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热→矫直→水压试验(探伤)→标记→入库。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
轧三 10方管UHPEAF-LF-VD-CC或IC为例,工艺流程为:电炉出钢——LF座包工位(底氩始)——测温——供电造渣——脱氧和脱硫——调整成分——测温——VD工位——真空精炼——喂线(铝脱氧或钙,底氩结束)——连铸测温——连铸机浇铸。中心任务:脱氧和非金属夹杂物去除及其控制。超高功率电弧炉初炼主要任务:熔化废钢、脱碳、脱磷和升温;炉料中配碳量可配到1.%-1.3%,用矿石、氧气脱碳、脱磷、自动流渣,偏心地出钢,留渣留钢。
设计液压系统时必须多途径地降低系统的功率损失。在元件的选用方面,应尽量选用那些效率高、能耗低的元件,如选用效率较高的变量泵,可根据负载的需要改变压力,减少能量消耗,选成集成阀以减少管连接的压力损失,选择压降小、可连续控制的比例阀等。采用各种现代液压技术也是提高液压系统效率、降低能耗的重要手段,如压力补偿控制、负载感应控制以及功率协调系统等,采用定量泵+比例换向阀、多联泵(定量泵)+比例节流溢流阀的系统,效率可以提高28%~45%,采用定理泵增速液压缸的液压回路,系统中的溢流阀起安全保护作用,并且无溢流损失,供油压力始终随负载而变,这种回路具有容积调速以及压力自动适应的特性,能使系统效率明显提高。